
Lézervágó gép elszívásának technológiája
Lézervágó gép, lézer gravírozó elszívási technológia javaslatok.
A lézervágó és gravírozó gépek használatakor a különböző anyagok megmunkálása közben a munkatérben por, gázok és gőzök képződnek. Ezeket el kell szívni a munkakamrából, a gép cső csonkjára csatlakoztatott ventilátorral.

Lézervágó gép elszívásának technológiája

Akik vállalkozóként, rendelkeznek lézer vágó és gravírozó géppel azoknak elemi érdeke, hogy a megmunkált munkadarabon kifogástalan munkát végezzenek. Mindezt úgy, hogy közben a gép épsége megmaradjon, és az emberek egészsége se károsodjon.
A lézervágó és gravírozó gépek használatakor a különböző anyagok megmunkálása közben a munkatérben por, gázok és gőzök képződnek. Ezeket el kell szívni a munkakamrából, a gép cső csonkjára csatlakoztatott ventilátorral.
De miért fontos az elszívás?
Munka közben különböző szemcseméretű porok (100 mikrométertől – 2,5 mikrométer nagyságúig) keletkeznek, amiket hatékony elszívás nélkül a helyiségben tartózkodók belélegeznének.
A 4 mikrométer nagyságú porok betudnak jutni a tüdőbe, a 2,5 mikrométer méretűek pedig a tüdő léghólyagocskáiba is. Ezek a szemcsenagyságú porok bent ragadnak a tüdőben és rontják a gázcserét, hosszabb időn keresztül pedig tüdőrákot okozhatnak. Ezek csak a porok hatása a szervezetre és akkor még nem beszéltünk a gázok és gőzök belélegzéséről. Ezek együttesen jelentős mértékben károsítják a dolgozók egészségét és lerövidítik a várható élethosszt.
A gép szempontjából is káros a nem megfelelő intenzitású elszívás, mert a gomolygó füstön nem tud megfelelően áthatolni a lézersugár, ami a sugárnyaláb szét szóródásához és végső soron a vágási és gravírozási teljesítmény csökkenéséhez vezet.
A lencsékre rakódó por miatt pedig, a lézer elkezdi melegíteni a szennyezett tükröt, ami a lencse elrepedéséhez vezet. Az ilyen jellegű károsodás nem számít garanciálisnak mert a repedés formája „elárulja” a hiba okát. Az elszívás technikája:
Az elszívás technikája:
A gép munkaasztaláról centrifugál ventilátorral kell elszívni a keletkező szennyező anyagokat. Más egyéb ventilátor erre a célra nem alkalmas, mert az elszíváshoz kellően nagy nyomás (1-2 ezer Pa) és hozzá megfelelő légszállítás kell.
Kétféleképpen lehet méretezni, ha sík munkaasztalunk van akkor az asztal m2-ben megadott méretére, ha oldalsó elszívásunk van akkor az elszívás keresztmetszetére.
Ha megvan, hogy mekkora a munkaasztalunk m2-ben akkor a felület nagyságát szorozzuk meg 1800 (m3/h) – al. Így megkapjuk, hogy mekkora légteljesítmény szükséges az elszíváshoz. A légteljesítmény mellé olyan ventilátort kell választani, ami legalább 1500 Pa-os nyomáson tud működni.
Ha oldalsó elszívásunk van akkor az elszívás keresztmetszetét kell szorozni 1800 (m3/h) – al.
A légteljesítmény mellé szintén legalább 1500 Pa-os nyomású ventilátort kell választani.
Méretezés munkaasztal méretére: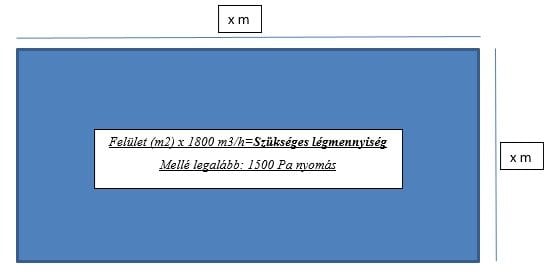
Méretezés elszívás keresztmetszetére:
Az elszívott levegőt vagy kifújjuk a szabadba vagy visszakeringtetjük a helyiségbe. Én mindenképpen azt javasolnám, hogy juttassuk ki a helyiségből a szennyezett levegőt.
Mert vissza-keringtetéses rendszer esetén több körös szűrés megvalósítása szükséges, ami igen költséges és akkor sem garantált, hogy nem károsodik a bent dolgozók egészsége.
Szűrési fokozatok vissza-keringtetéses rendszer esetén: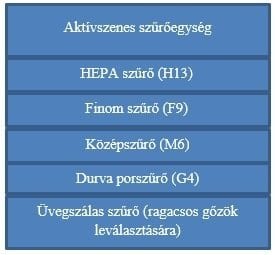
 Ha kijuttatjuk a szabadba levegőt akkor nem szükséges a fenti szűrési fokozatokkal megtisztítani a levegőt, ha jól van méretezve az elszívó teljesítmény akkor a ventilátor által előállított légáram megfelelően „fel hígítja” a szennyezett levegőt.
Ha kijuttatjuk a szabadba levegőt akkor nem szükséges a fenti szűrési fokozatokkal megtisztítani a levegőt, ha jól van méretezve az elszívó teljesítmény akkor a ventilátor által előállított légáram megfelelően „fel hígítja” a szennyezett levegőt.
De ha mégis maradna a kifújt levegőben szennyező anyag ami miatt a környezetvédelmi mérésen megbukna a rendszer akkor elegendő egy aktívszenes szűrőegységet beiktatni a rendszer végére és az leválasztja a levegőben maradt kellemetlen szagokat és szennyeződéséket.
Fontos, hogyha megfelelő elszívási teljesítményt akarunk akkor mindenképpen a fenti méretezés szerint kell kiválasztanunk a ventilátorunkat. Mert ha alul méretezzük a rendszert a fent tárgyalt problémák fognak előjönni. Rongáljuk a gépünket és a dolgozóink egészségét is tönkre tesszük!!!